Appearance
分享蓝带啤酒案例生产制造流程
背景简介
蓝带啤酒,作为一款经典的啤酒品牌,其生产制造流程涉及多个环节,包括原料采购、生产制造、包装、运输、销售等。在制造过程中,如何确保产品质量、降低成本、提高效率,是蓝带啤酒关注的重点。本文将结合蓝带啤酒案例,分享采用咱们的系统如何进行生产制造流程。
库存管理
在生产制造过程中,国内工厂一般都是采用有料生产的工作模式,灵活的配置生产计划,因此,库存管理就显得尤为重要。蓝带啤酒在库存管理方面,采用了咱们的系统,实现了对原料、半成品、成品等库存的实时监控和管理。通过系统,蓝带啤酒可以实时了解库存情况,合理规划生产计划,降低库存成本,提高生产效率。
1.库存路线
我们采用的是库存三步走的路线,采购接收入库-> 原料质检->原料入库。制造也是采用三步走,拣取组件,生产制造,储存产品的方式。 
2.库位配置
我们采用的是虚拟单库加上物理多库位的方式,虚拟库位是用于理论空间上管理库存的,物理库位是用于实际储存的。虚拟库位可以理解为仓库的虚拟空间,物理库位可以理解为仓库的实体空间。虚拟库位和物理库位的关系,可以理解为仓库的虚拟空间和实体空间的关系。 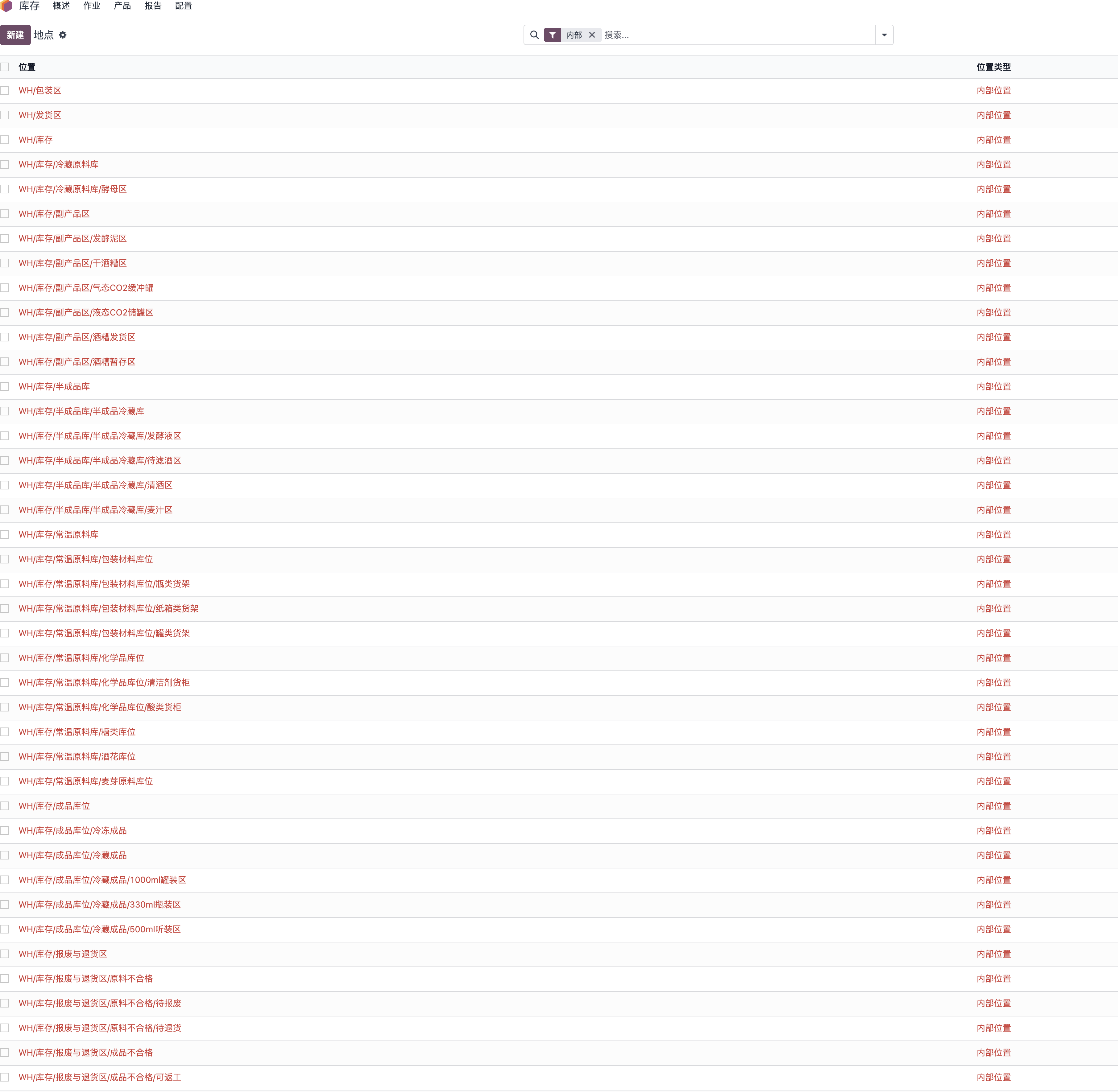
3.上架规则
上架规则是为了让产品在仓库中按照我们的需要进行相应库位上的存放,便于查找和管理。 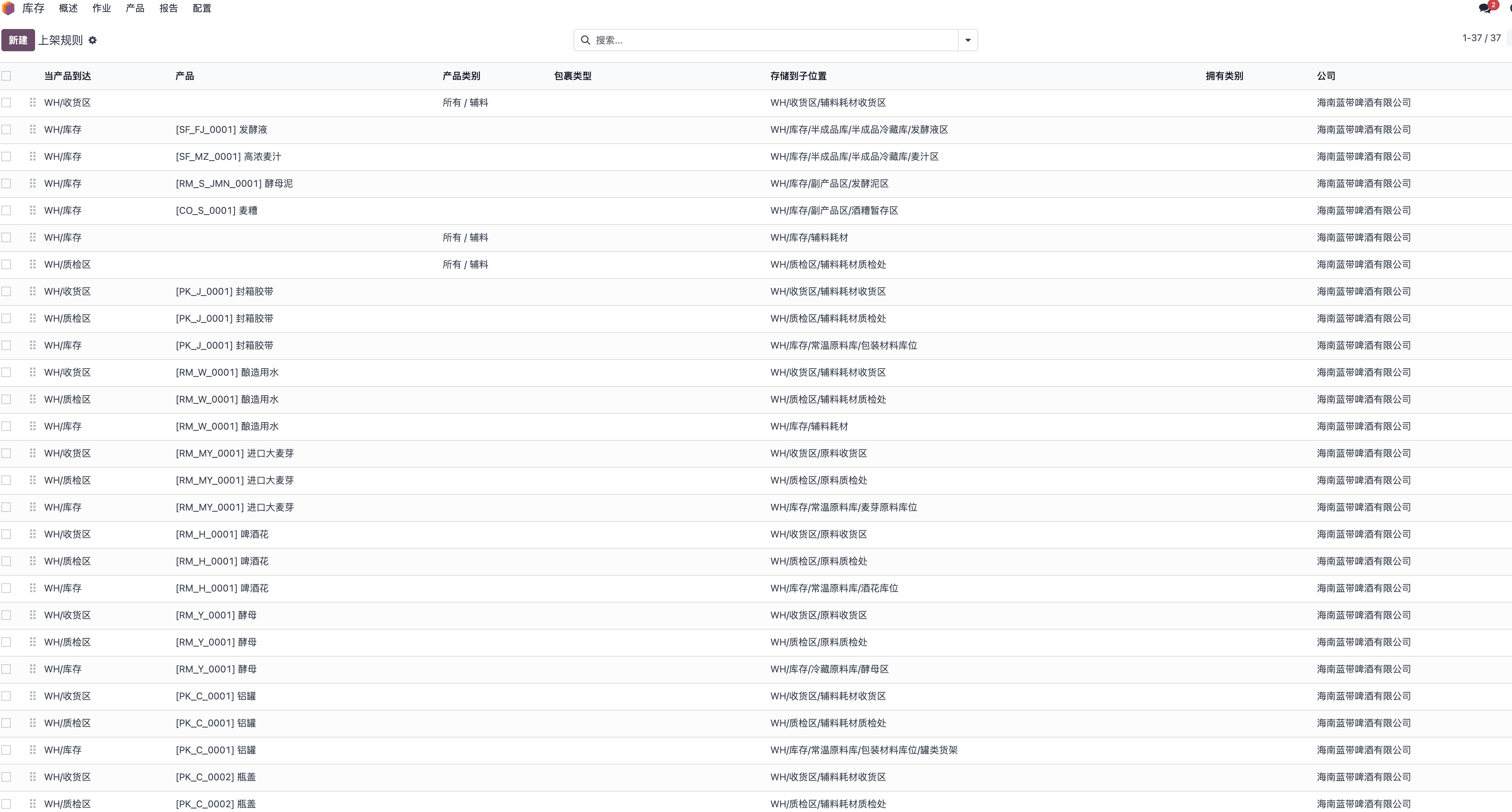
4.重订货规则
重订货规则是为了让系统自动计算库存,当库存低于重订货点时,系统会自动生成采购订单,提醒采购人员采购。这也是为了防止库存不足,导致生产中断,让库存维持在一个合理的水平,维持库存安全的策略。 
产品管理
在生产制造过程中,产品管理是一个很重要的环节,所有的生产,库存都是围绕着产品管理二进行,对于产品管理,最重要的是一个单位上的管理,单位换算决定着库存的数量是否能准确对应。
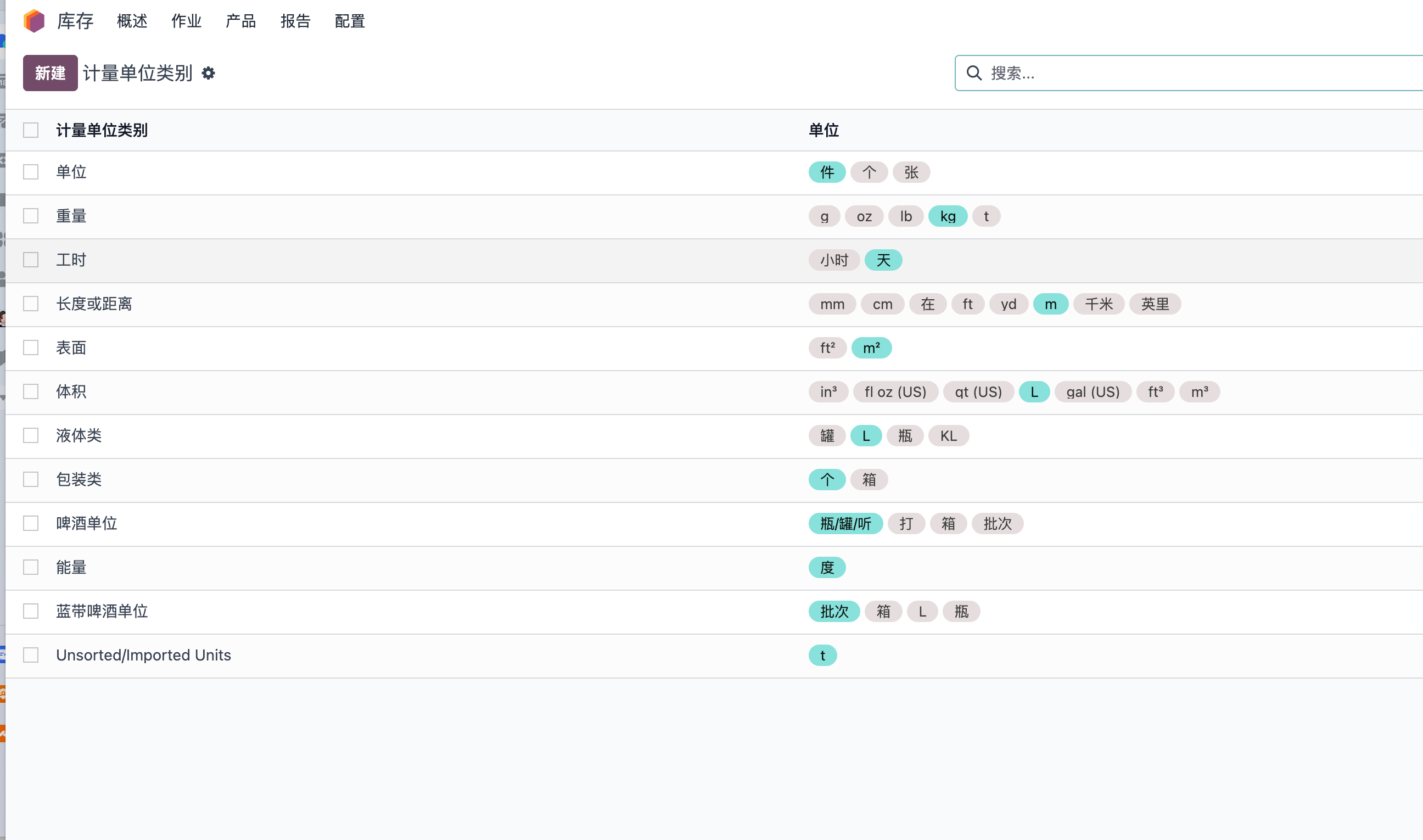
1.单位换算管理

2.产品管理
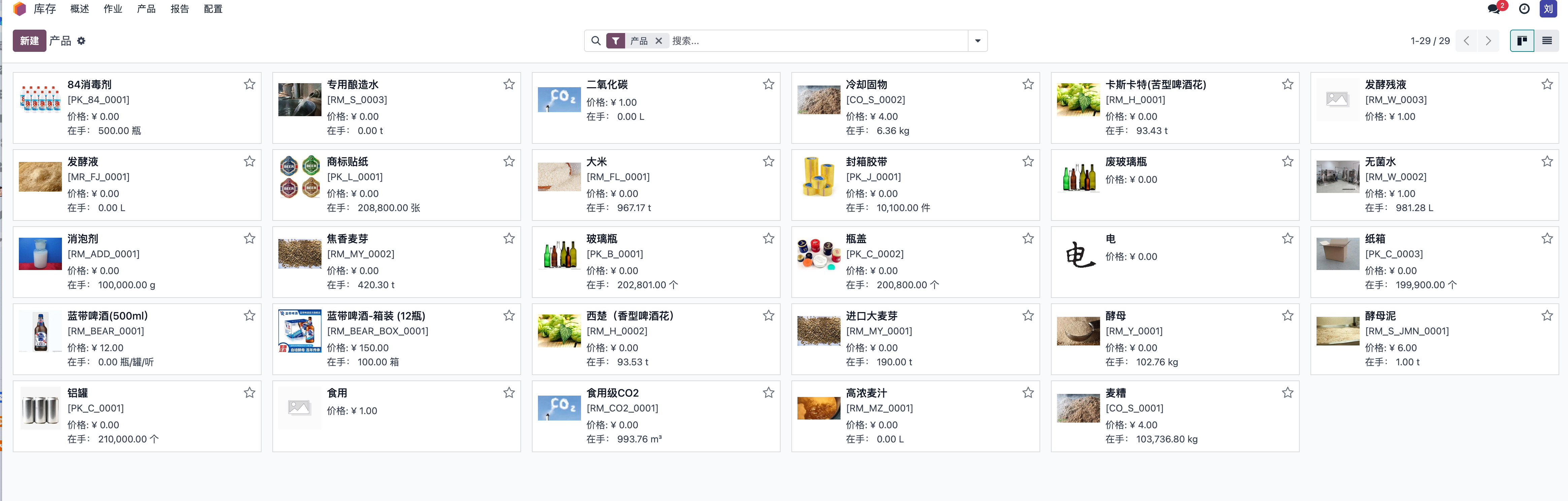
- 1.产品列表
- 2.产品信息 对于每个产品需要明确好产品的基本信息,库存信息,采购信息等等,比如蓝带啤酒箱装这个产品的信息如图所示:
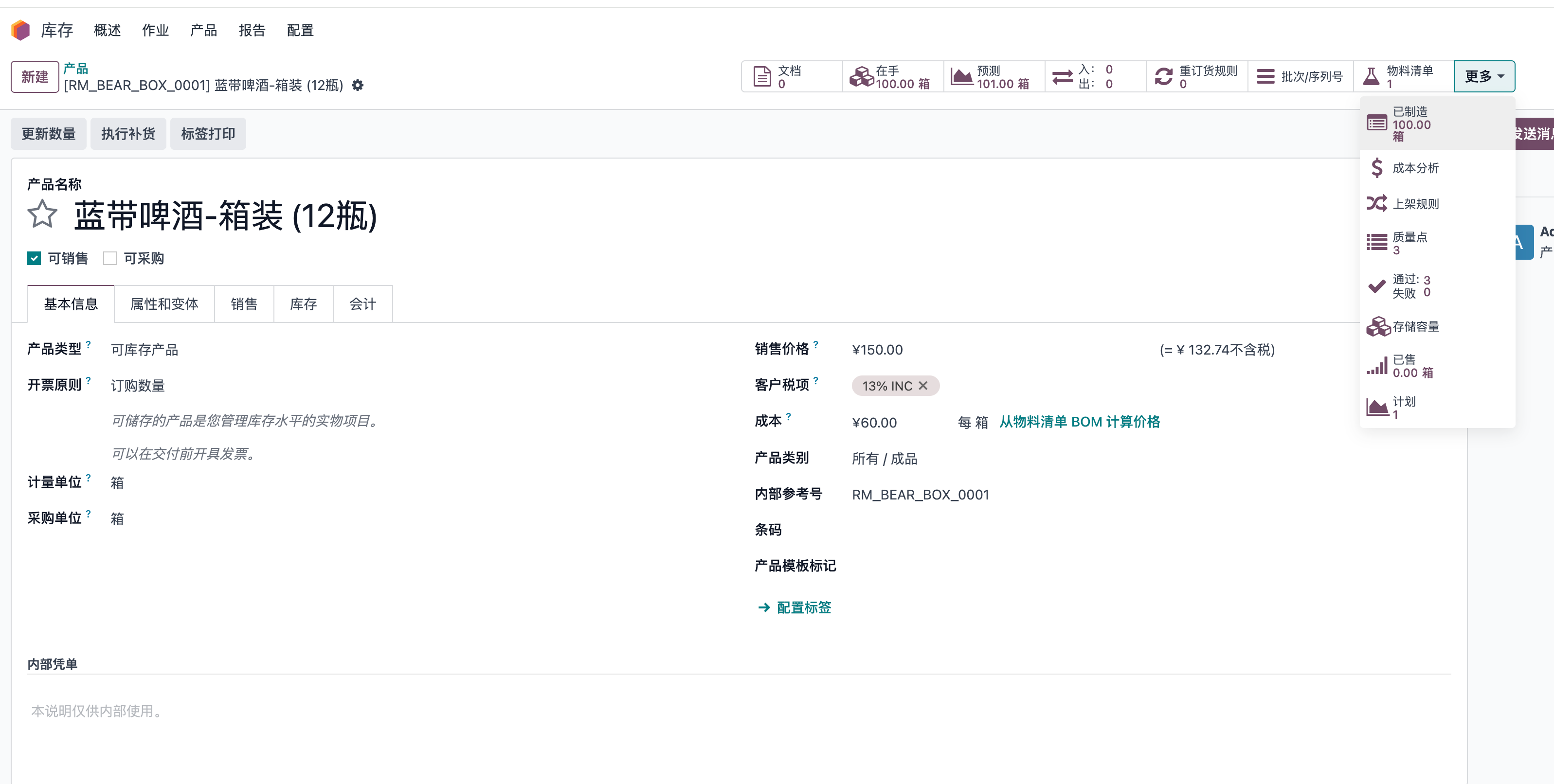 1 .在手数量:当前库存数量 2 .预测数量:在手 + 进货- 发货 = 预测数量,也就是预测库存数量 3 .物料清单:制造此产品的物料配比 比如蓝带啤酒箱装由 24 瓶蓝带啤酒瓶装组成
1 .在手数量:当前库存数量 2 .预测数量:在手 + 进货- 发货 = 预测数量,也就是预测库存数量 3 .物料清单:制造此产品的物料配比 比如蓝带啤酒箱装由 24 瓶蓝带啤酒瓶装组成
采购管理
采购管理是生产制造流程中非常重要的一环,采购管理的好坏直接影响到生产制造流程的顺利进行。采购主要是对原料的采购,并加以入库质检。我们这里以进口麦芽这个产品做讲解例子。
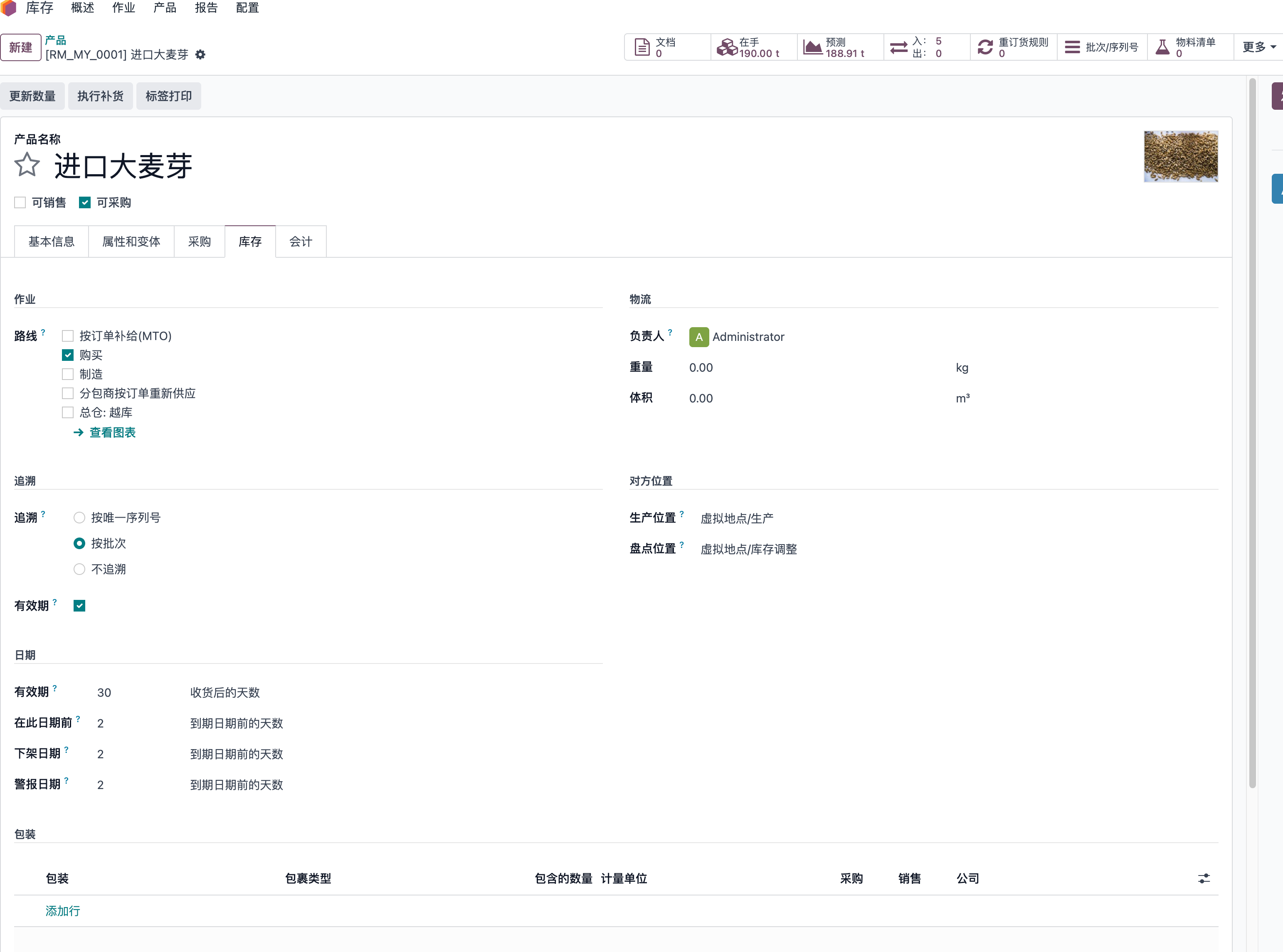
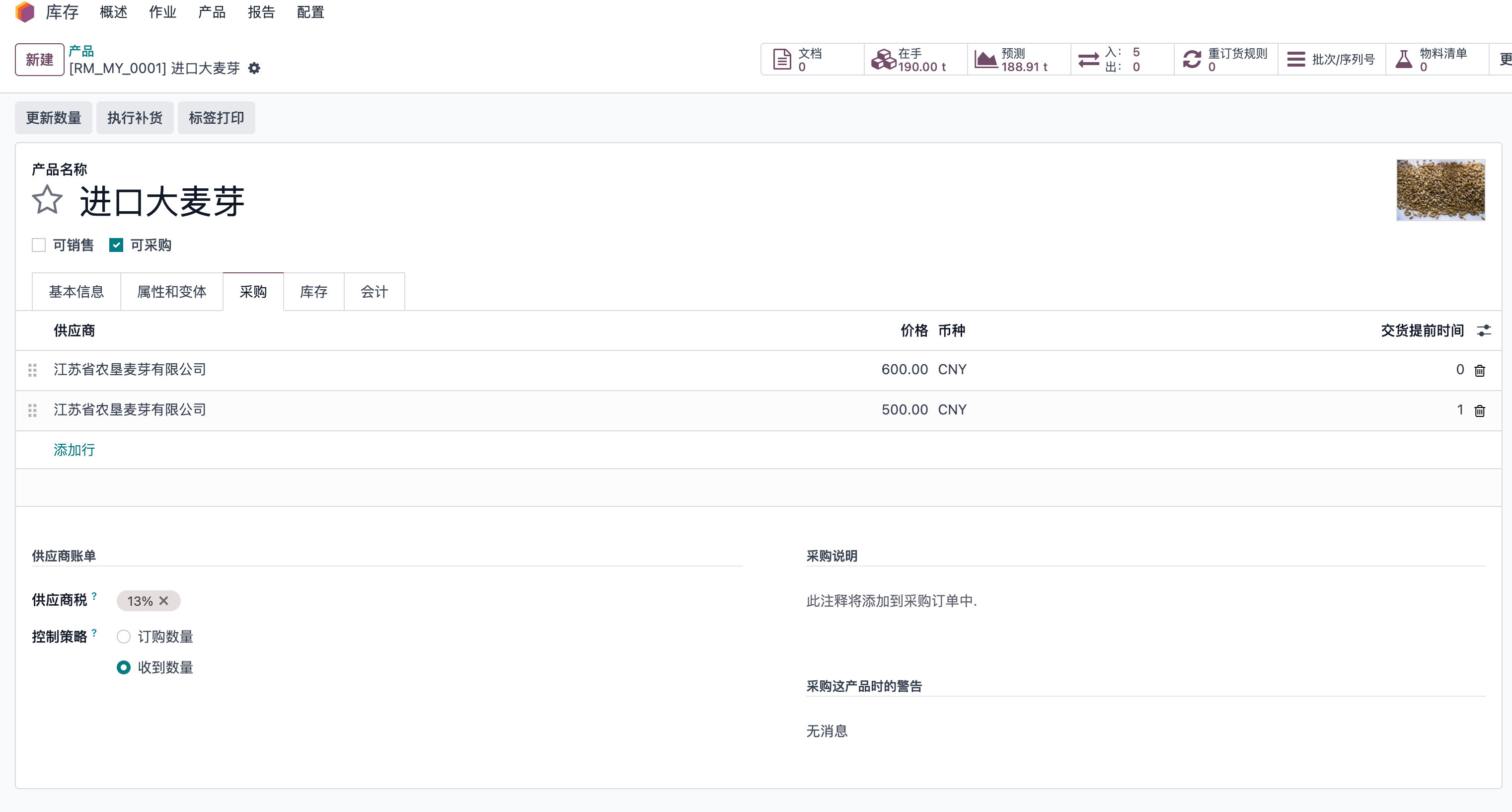 配置好库存信息,采购供应商信息。 1 .采购订单
配置好库存信息,采购供应商信息。 1 .采购订单 
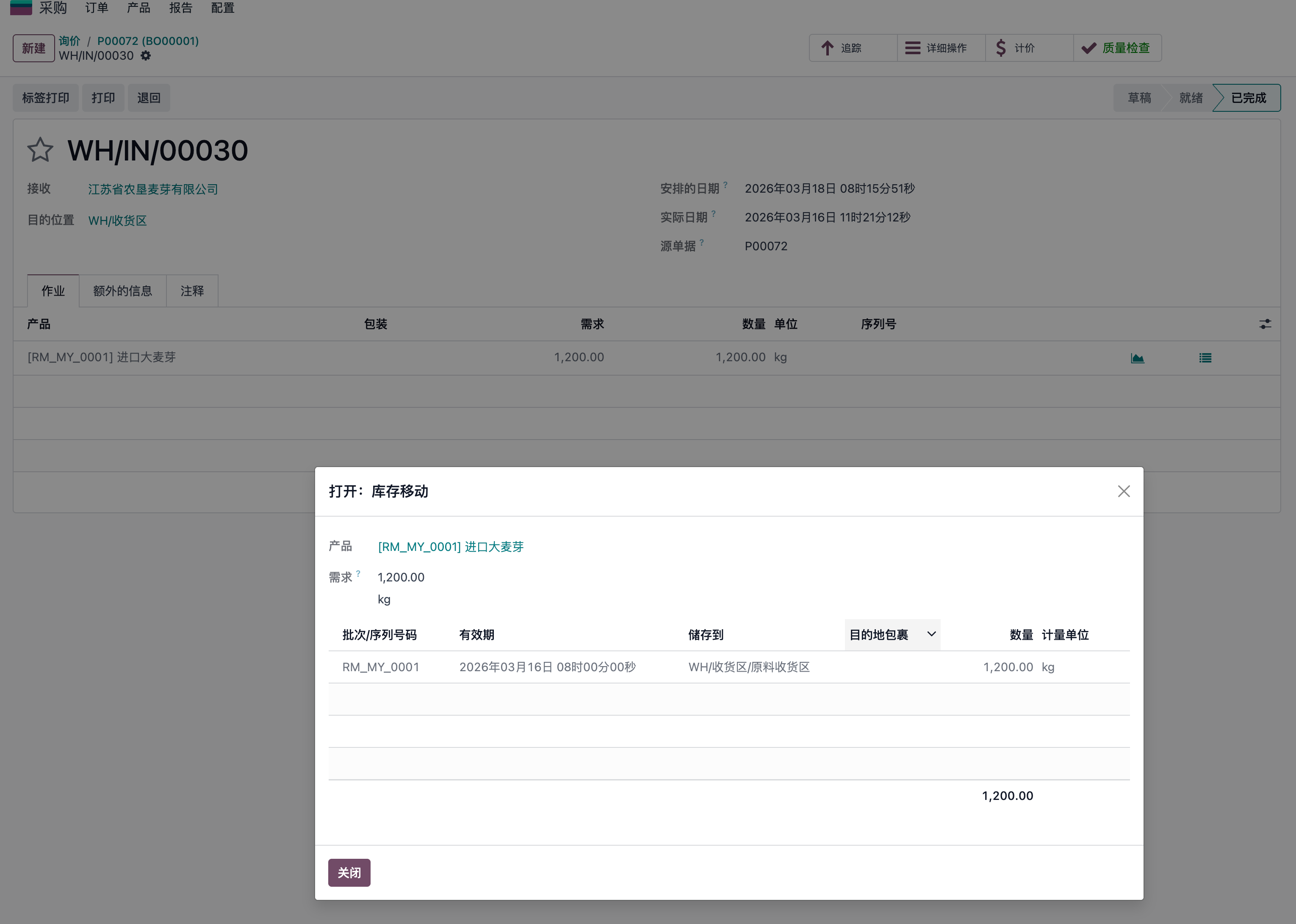
采购订单确认收货后,此时会进入到收获区/原料收获区等待质检。质检通过的就会直接暂存到质检区,质检没有通过的进行下一步处理。 2 .质检
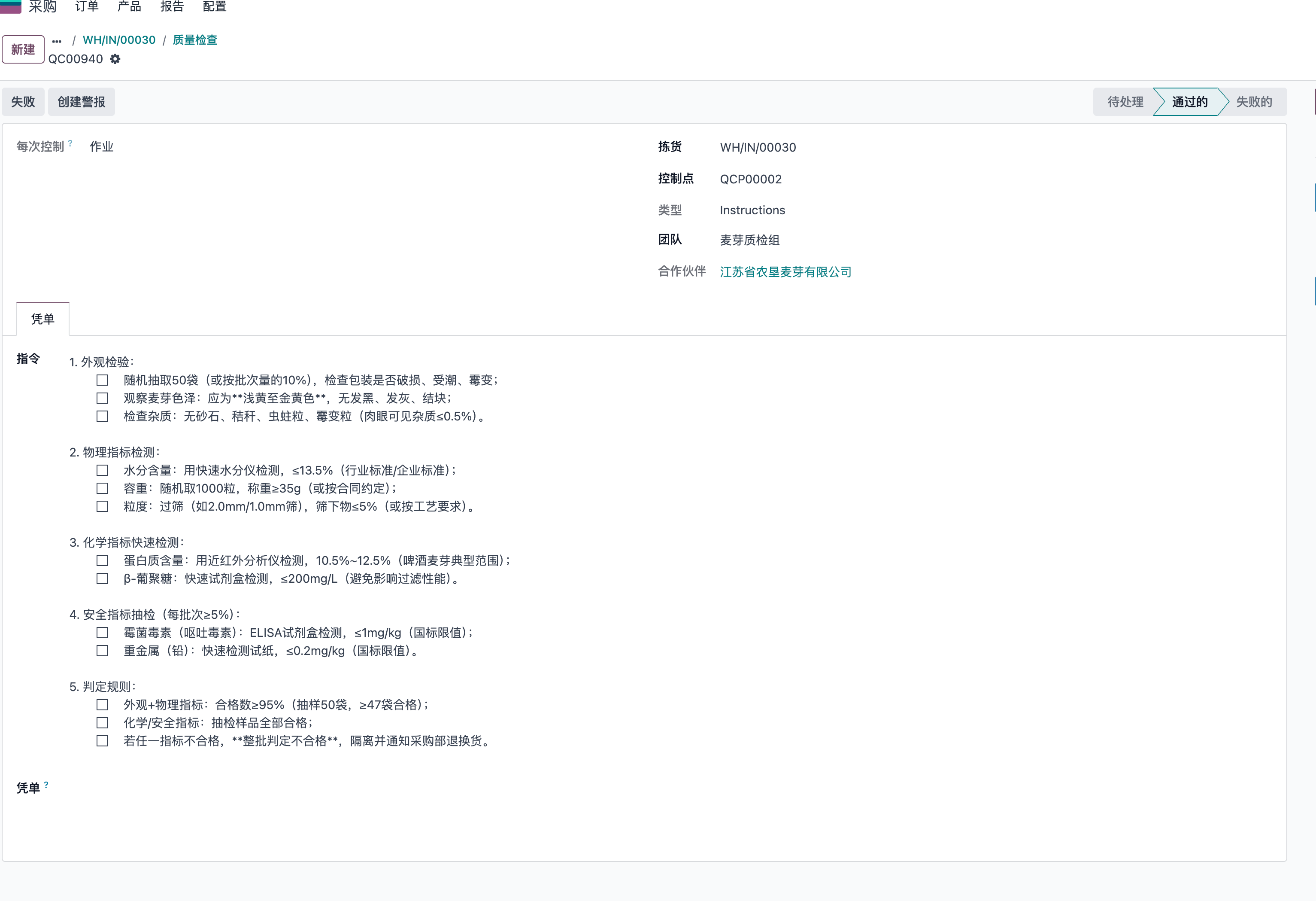
- 1.配置质检控制点

- 2.收到质检任务

- 3.进行质检以及质检结果录入
3 .质检入库 质检通过的原料会直接暂存到质检区,等待原料入库。从原料质检区转移到原料库位上
4 .采购订单支付 采购订单创建账单后,去到会计模块,在对账处找到相应的账单进行对账支付。 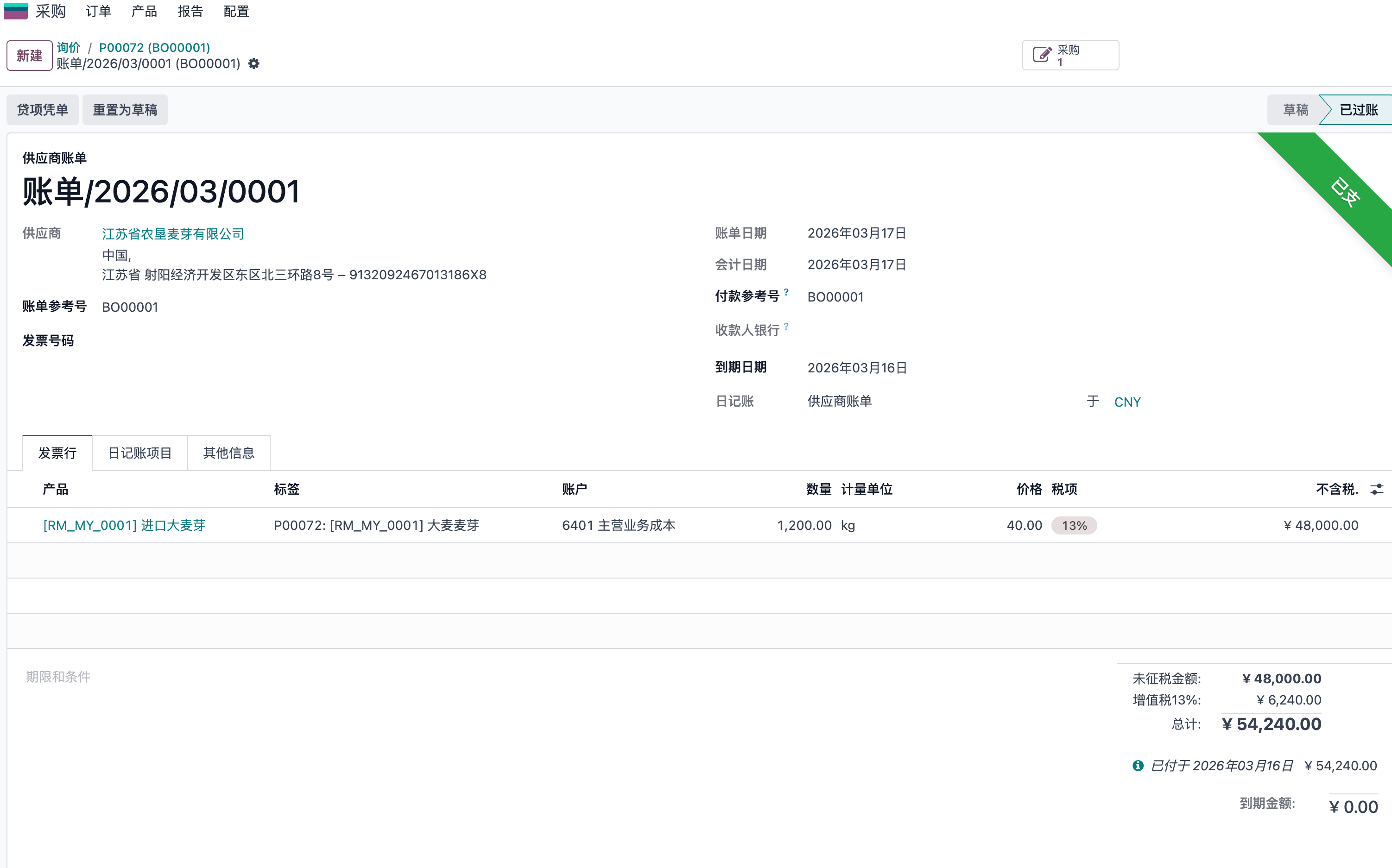
生产管理
生产管理是生产制造流程中最重要的环节,生产管理的好坏直接影响到生产制造流程的顺利进行。生产管理主要包括生产计划、生产订单、生产执行、生产成本等环节。我们这里以蓝带啤酒箱装这个产品做讲解例子。
物料清单

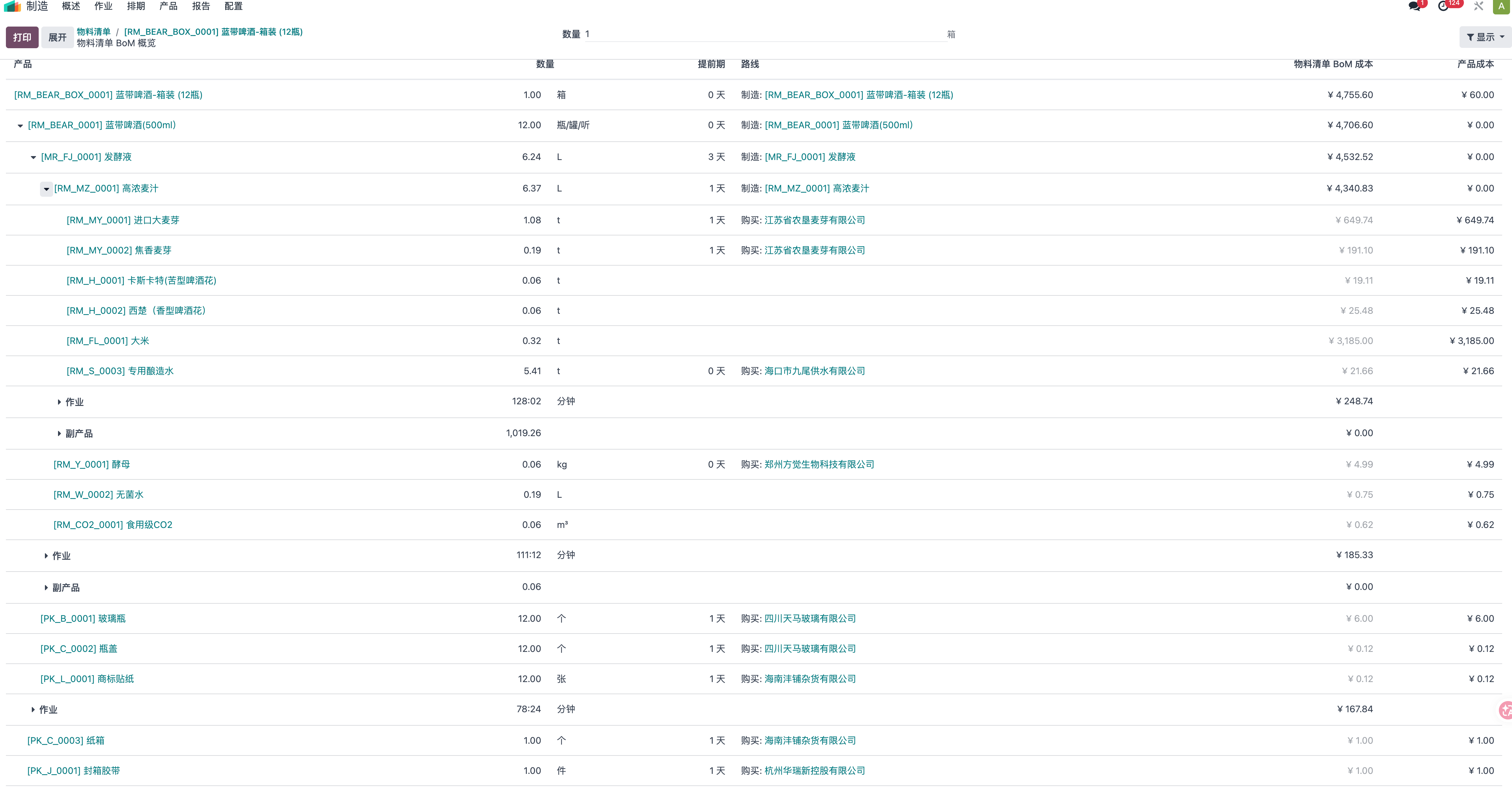
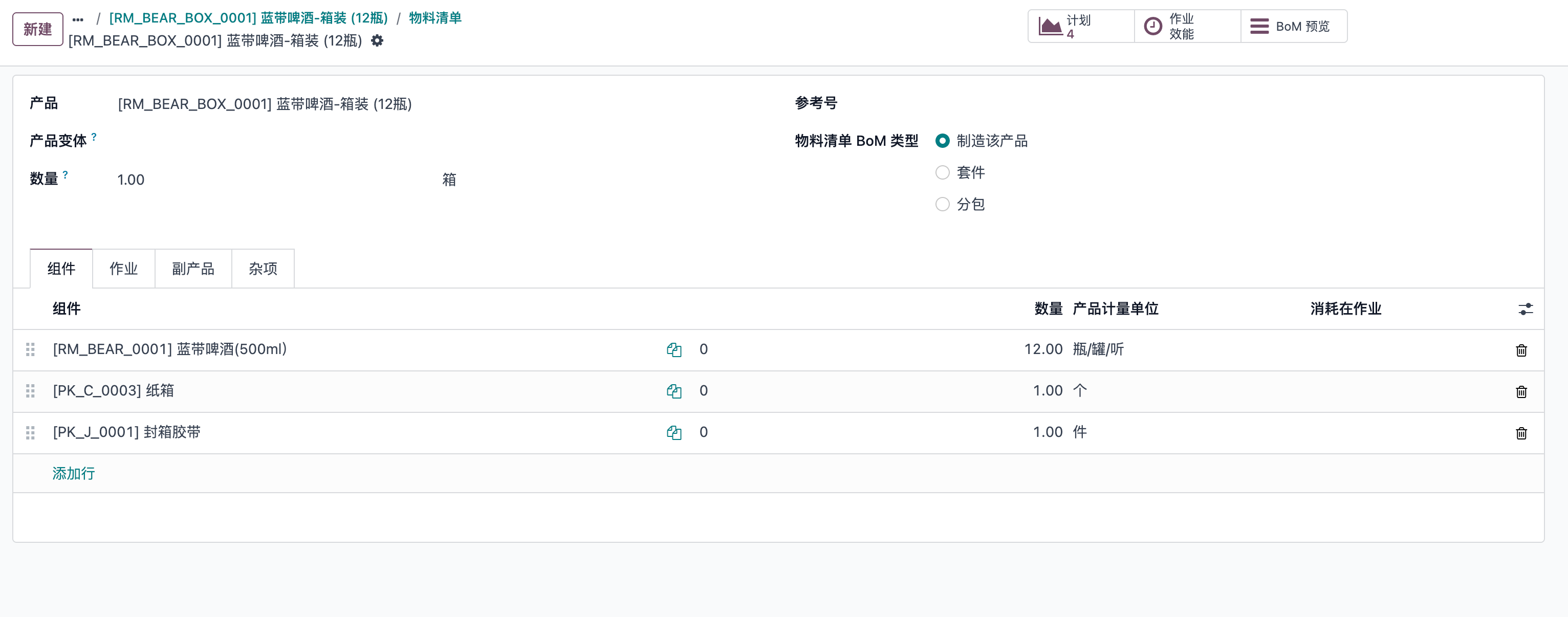 我想分享的是,我们生产的蓝带啤酒,如果最终存入仓库的是以箱存入,那么我们需要把一瓶瓶蓝带啤酒,以及箱子,以及胶带组合打包,这个过程是不涉及到生产的,仅仅是组合打包而已,所以我们需要把这个物料类型配置为套件。从展开图中可以看到我们的物料是层层嵌套的,也就是会存在你的产品是我的原料的情况,比如啤酒是由发酵液作为原料来生产制造,而发酵液是要有麦汁发酵而来的,而麦汁是需要通过我们的原料进口大麦芽来生产制造,所以我们的物料清单是层层嵌套的,也就是会存在你的产品是我的原料的情况。这点要注意。
我想分享的是,我们生产的蓝带啤酒,如果最终存入仓库的是以箱存入,那么我们需要把一瓶瓶蓝带啤酒,以及箱子,以及胶带组合打包,这个过程是不涉及到生产的,仅仅是组合打包而已,所以我们需要把这个物料类型配置为套件。从展开图中可以看到我们的物料是层层嵌套的,也就是会存在你的产品是我的原料的情况,比如啤酒是由发酵液作为原料来生产制造,而发酵液是要有麦汁发酵而来的,而麦汁是需要通过我们的原料进口大麦芽来生产制造,所以我们的物料清单是层层嵌套的,也就是会存在你的产品是我的原料的情况。这点要注意。生产 在蓝带啤酒生产案例中,我配置的半成品是按需生产的,就是说需要生产成品的时候,需要多少半成品我才去生产多少的半成品,半成品也就是发酵液,麦汁这些,此时我们需要配置好生产前置时间,制造前置时间一般指的是整个生产制造从开始到入库的时间。 我以蓝带啤酒箱装为例,配置生产计划。
- 首先,我需要制造1箱蓝带啤酒,此时只要我建立了制造订单,下级生产制造订单也会连带出来。此时我们需要根据实际来手动调整计划安排时间。
 从物料展开图可知,我们需要三级子制造,我们需要先生产原料子级,然后再生产成品。也就是从下往上冒泡,所以此时我认为是从底层往上层来安排时间比较合适。
从物料展开图可知,我们需要三级子制造,我们需要先生产原料子级,然后再生产成品。也就是从下往上冒泡,所以此时我认为是从底层往上层来安排时间比较合适。 
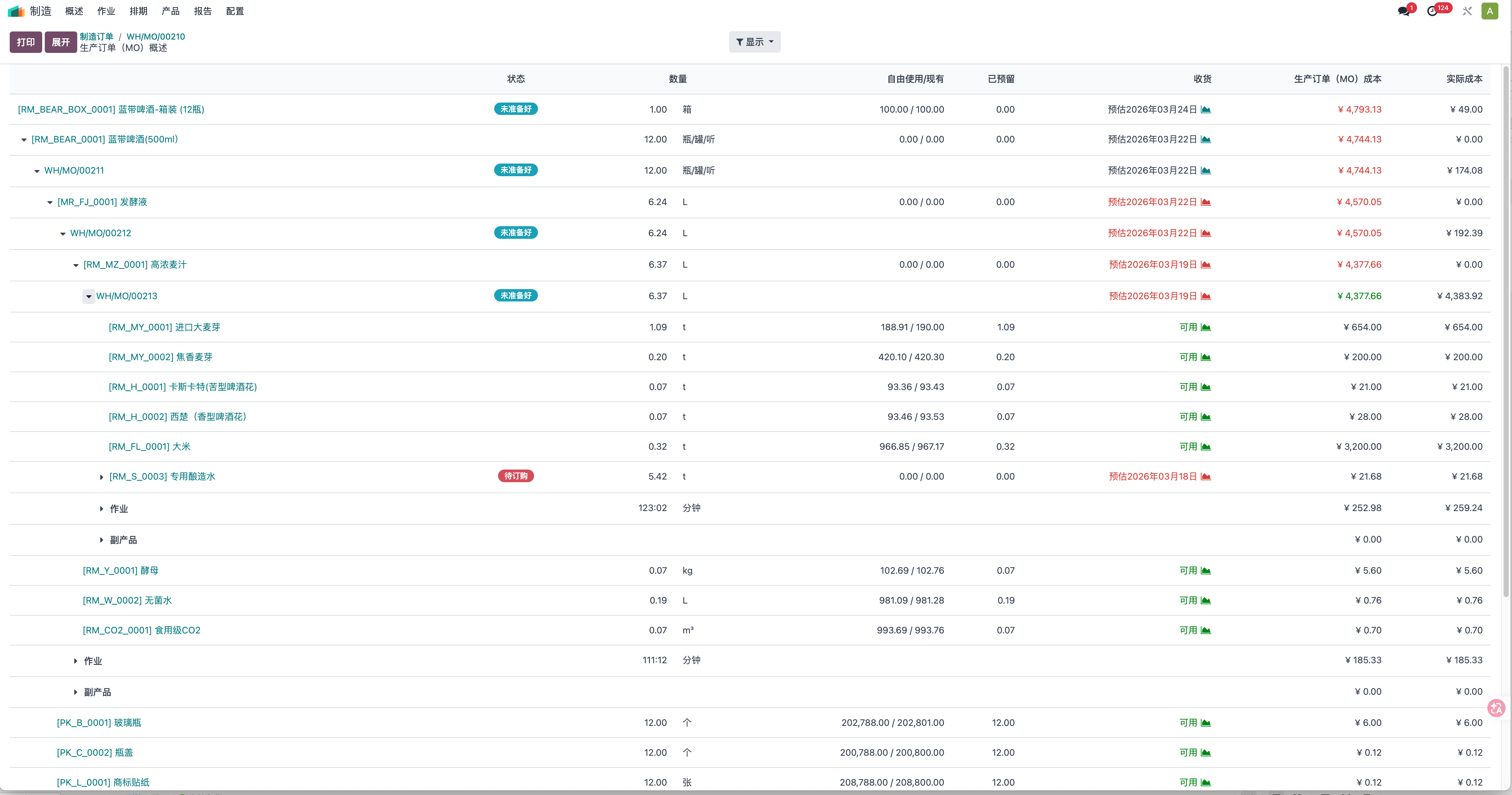
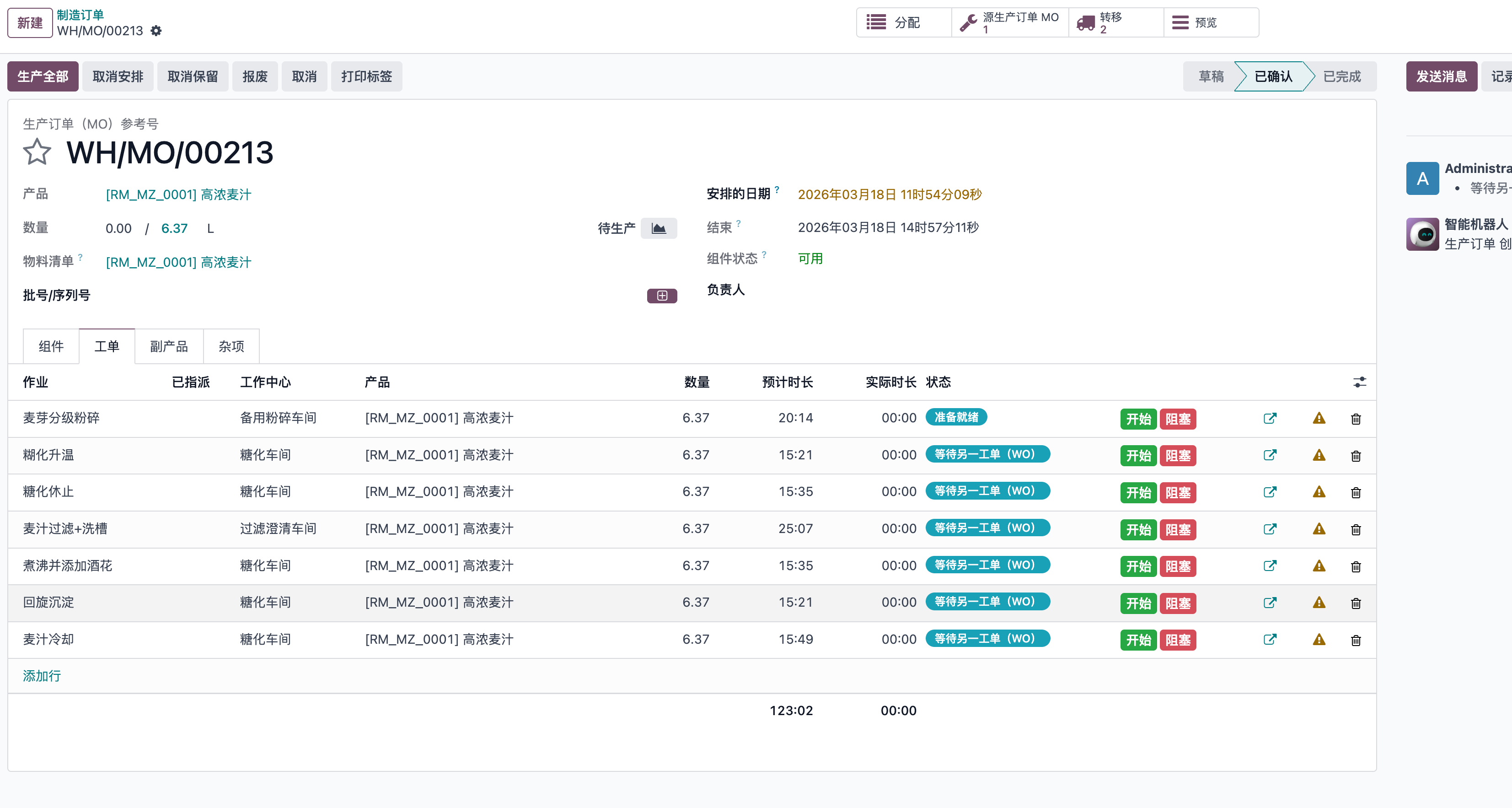
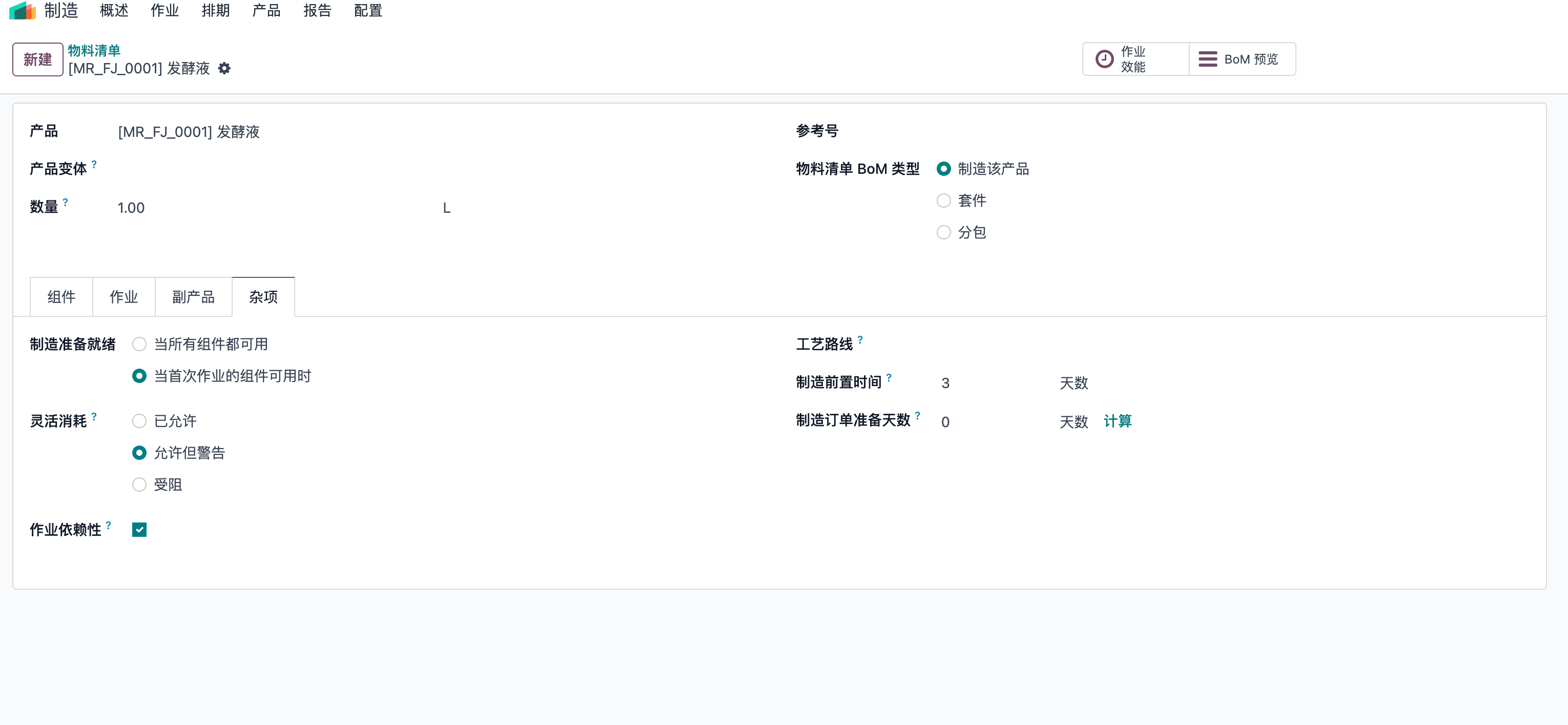 我配置了麦汁的制造前置时间为1,发酵液的制造前置时间为3,它代表了从你下达生产指令(制造订单)开始,到最终产品完成入库,中间需要经历的平均天数。比如3天意味着:意味着系统默认认为生产这 1 升“发酵液”大约需要 3 天时间。当然,这个时间是可以调整的,比如你可以认为生产这 1 升“发酵液”只需要 2 天时间,那么你可以把制造前置时间调整为 2。这个时间可以理解为生产周期,也就是从开始到入库的时间。 这个参数在系统中非常重要,主要影响以下两个方面: MRP(物料需求计划)的排期:当你销售订单需要 10 月 10 日交货时,系统会倒推计算。如果前置时间是 3 天,系统就会建议你在 10 月 7 日下达生产指令,以确保按时完成。 库存预警与采购建议:系统会根据这个时间来判断什么时候需要开始准备原材料,避免因为生产周期长而导致缺料。下图为我调整后的制造生产计划订单,如果状态后面有感叹号则意味着存在时间冲突,需要手动调整。另外需要注意,odoo 原生是逆推逻辑,也就是说建立的制造订单是以创建订单那一刻为计划开始时间,然后往前推,所以我们需要手动调整时间,使其符合实际生产周期。
我配置了麦汁的制造前置时间为1,发酵液的制造前置时间为3,它代表了从你下达生产指令(制造订单)开始,到最终产品完成入库,中间需要经历的平均天数。比如3天意味着:意味着系统默认认为生产这 1 升“发酵液”大约需要 3 天时间。当然,这个时间是可以调整的,比如你可以认为生产这 1 升“发酵液”只需要 2 天时间,那么你可以把制造前置时间调整为 2。这个时间可以理解为生产周期,也就是从开始到入库的时间。 这个参数在系统中非常重要,主要影响以下两个方面: MRP(物料需求计划)的排期:当你销售订单需要 10 月 10 日交货时,系统会倒推计算。如果前置时间是 3 天,系统就会建议你在 10 月 7 日下达生产指令,以确保按时完成。 库存预警与采购建议:系统会根据这个时间来判断什么时候需要开始准备原材料,避免因为生产周期长而导致缺料。下图为我调整后的制造生产计划订单,如果状态后面有感叹号则意味着存在时间冲突,需要手动调整。另外需要注意,odoo 原生是逆推逻辑,也就是说建立的制造订单是以创建订单那一刻为计划开始时间,然后往前推,所以我们需要手动调整时间,使其符合实际生产周期。 
- 首先,我需要制造1箱蓝带啤酒,此时只要我建立了制造订单,下级生产制造订单也会连带出来。此时我们需要根据实际来手动调整计划安排时间。
- 生产制造领料
生产的时候从原料生产开始,也就是最底层的麦汁开始,由麦汁到发酵液到啤酒到装箱的过程 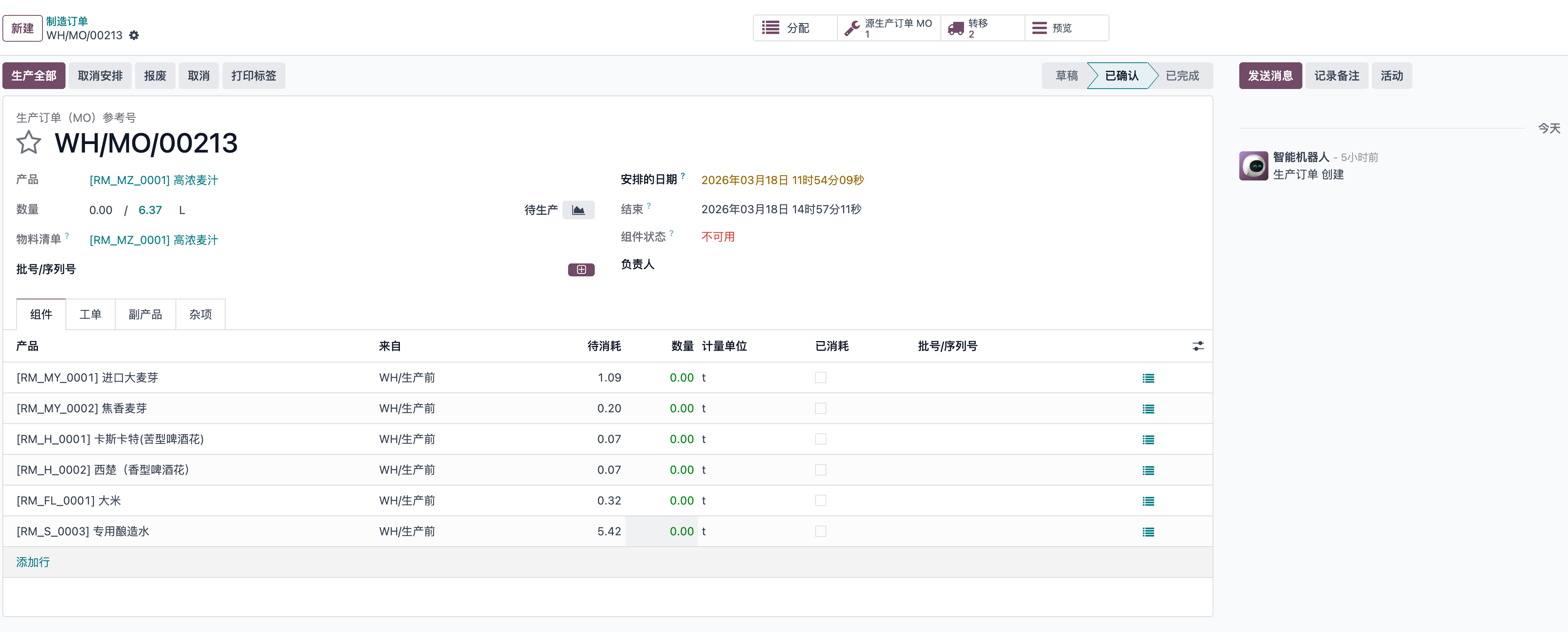 首先要先进行生产领料,点击顶部的“转移”按钮,系统会自动生成领料单,然后根据领料单进行领料操作。
首先要先进行生产领料,点击顶部的“转移”按钮,系统会自动生成领料单,然后根据领料单进行领料操作。  这里要注意安排开始时间必须在制造订单的前面,因为需要领料才能有料生产。
这里要注意安排开始时间必须在制造订单的前面,因为需要领料才能有料生产。 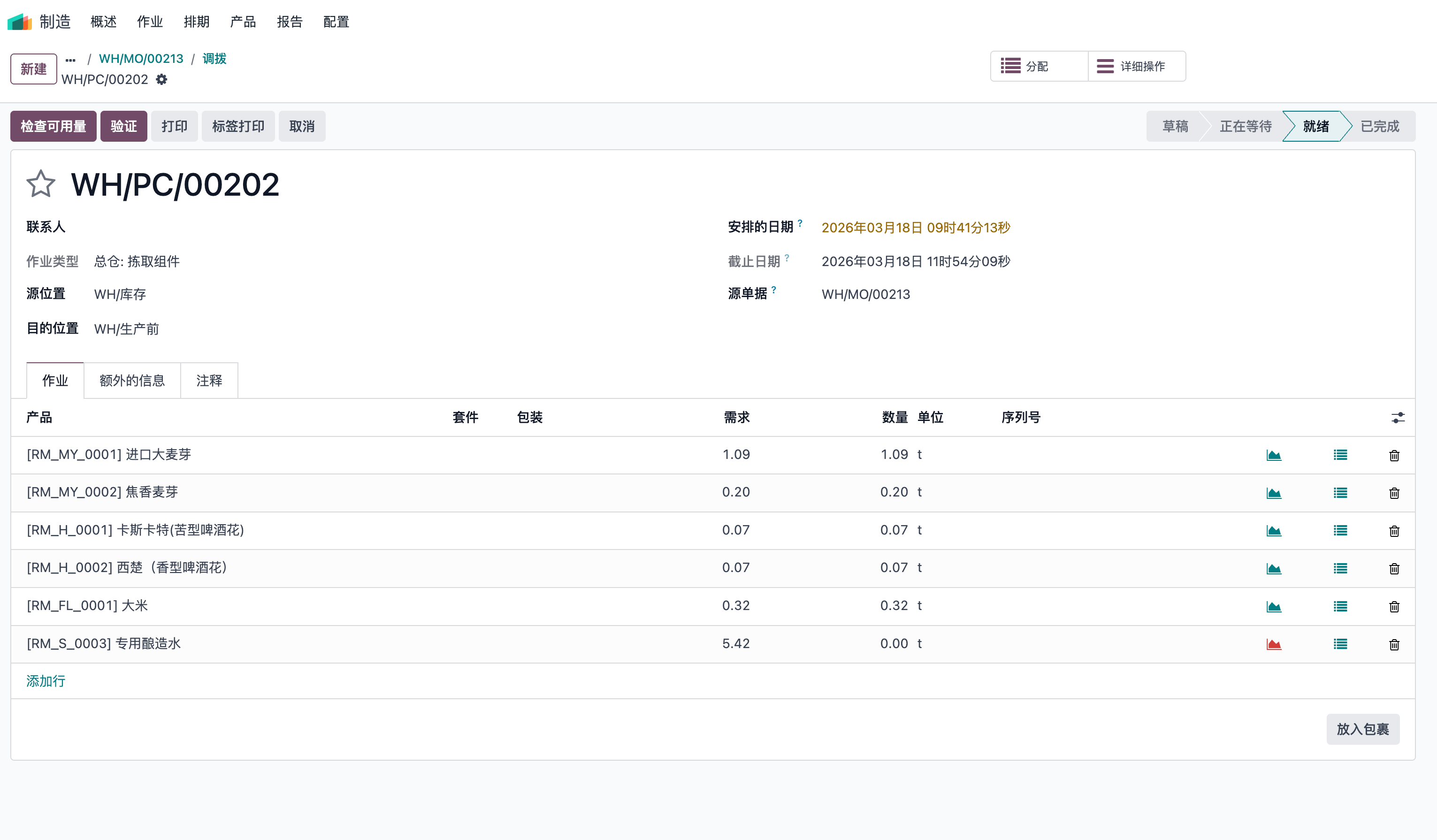 从这里可以明显看到哪些组件有库存,哪些组件没有库存,红色的就是缺库存。
从这里可以明显看到哪些组件有库存,哪些组件没有库存,红色的就是缺库存。 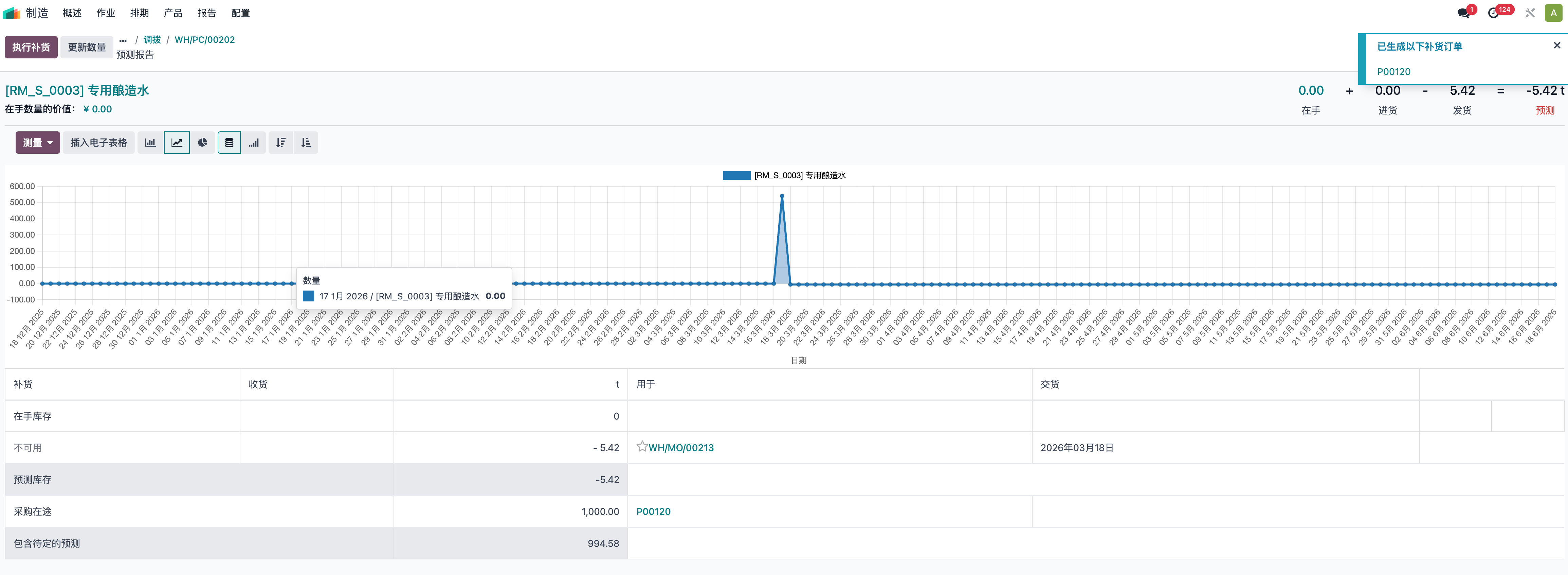 当物料没有库存的时候,点进去可以发起补货,发起补货后,系统会自动生成采购订单,然后根据采购订单进行采购操作。
当物料没有库存的时候,点进去可以发起补货,发起补货后,系统会自动生成采购订单,然后根据采购订单进行采购操作。 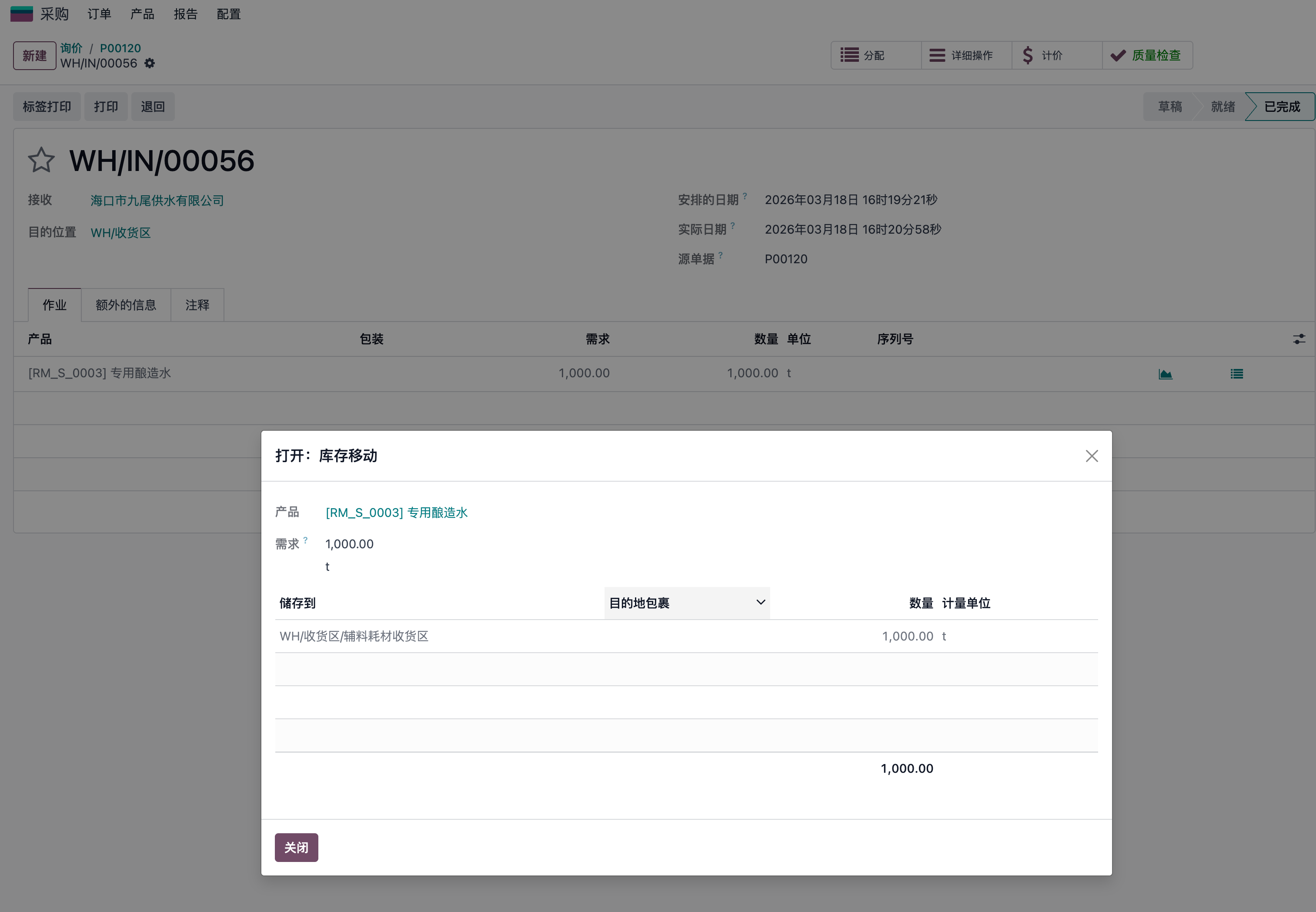 这里对专用酿造用水发起补货,然后接收到辅料耗材收货区,此时去质检,质检通过后,需要暂存到质检区。也就是从收货区转移到质检区暂时存放,等待入库。
这里对专用酿造用水发起补货,然后接收到辅料耗材收货区,此时去质检,质检通过后,需要暂存到质检区。也就是从收货区转移到质检区暂时存放,等待入库。 
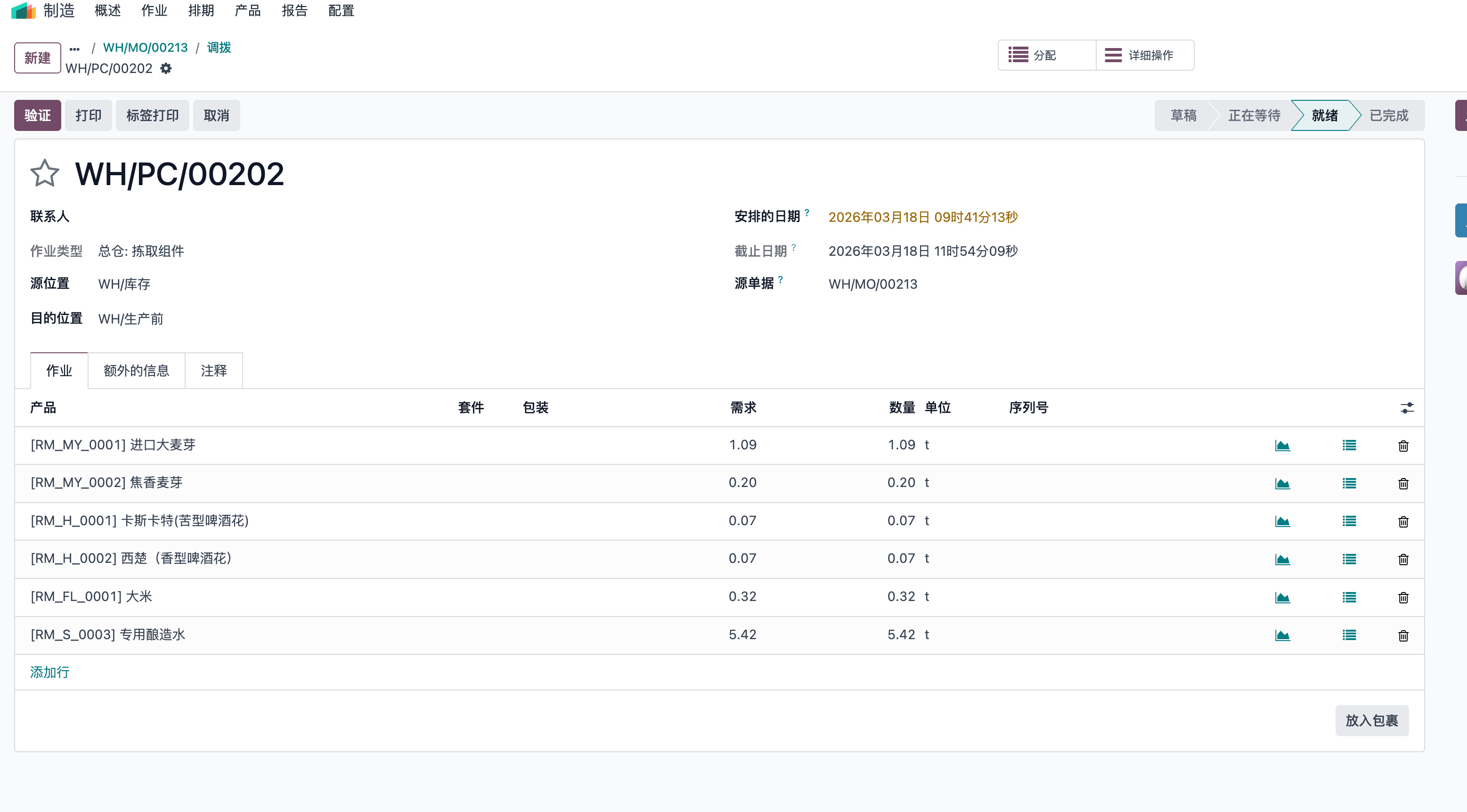 当所有物料都满足需要的时候,直接点击“验证”把物料从库存转移到生产前这个库位上等待生产。
当所有物料都满足需要的时候,直接点击“验证”把物料从库存转移到生产前这个库位上等待生产。 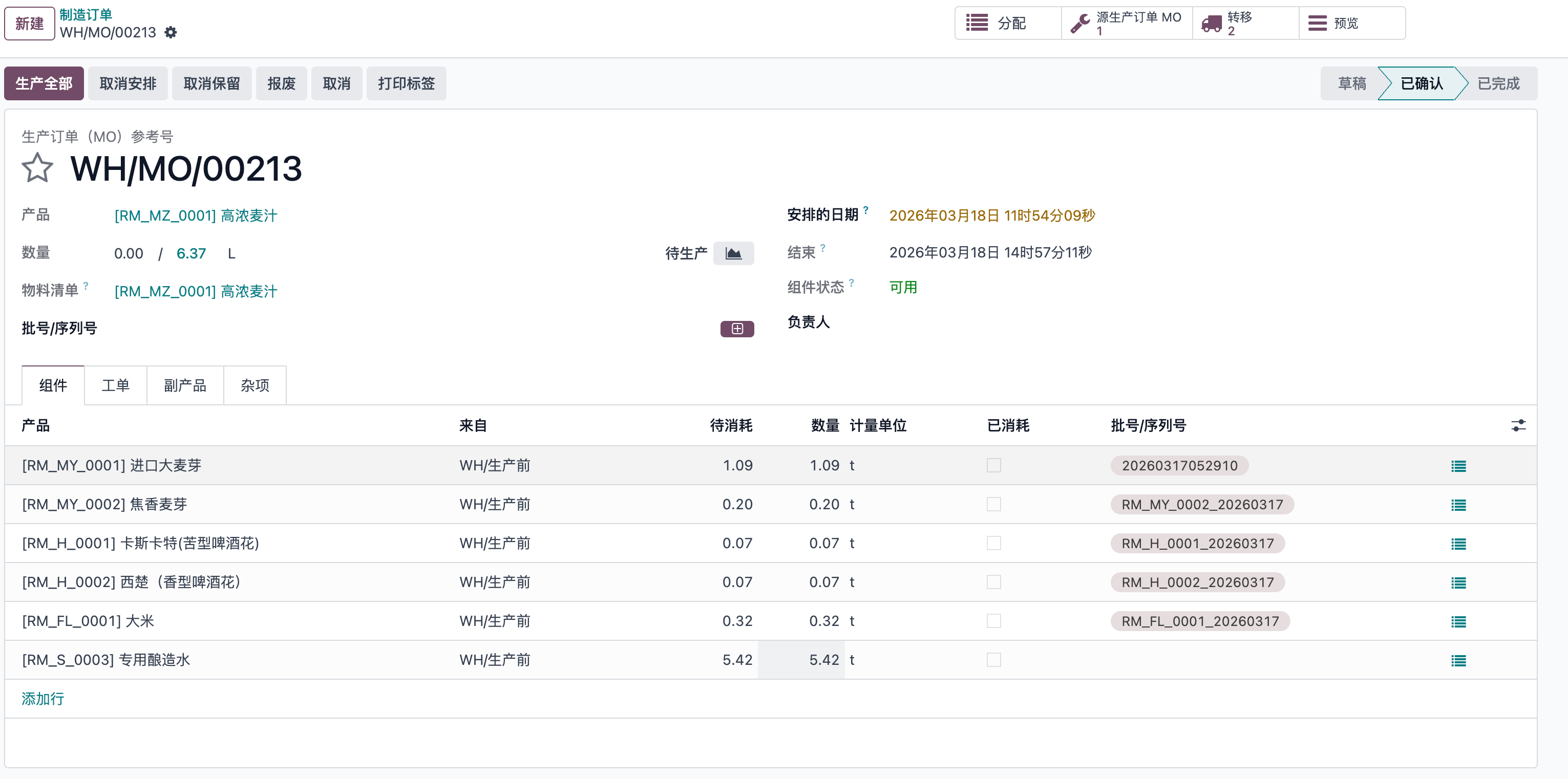 领料后生产订单组件状态是可用的。而且物料组件上都显示用的是哪个批次的物料组件。
领料后生产订单组件状态是可用的。而且物料组件上都显示用的是哪个批次的物料组件。
- 生产制造工序 接下来说说制造工序,制造工序是生产制造的核心,所有的生产制造都是通过制造工序来完成的。我们以麦汁生产为例。
 说到工序,必须得说工作中心。以糖化车间为例
说到工序,必须得说工作中心。以糖化车间为例 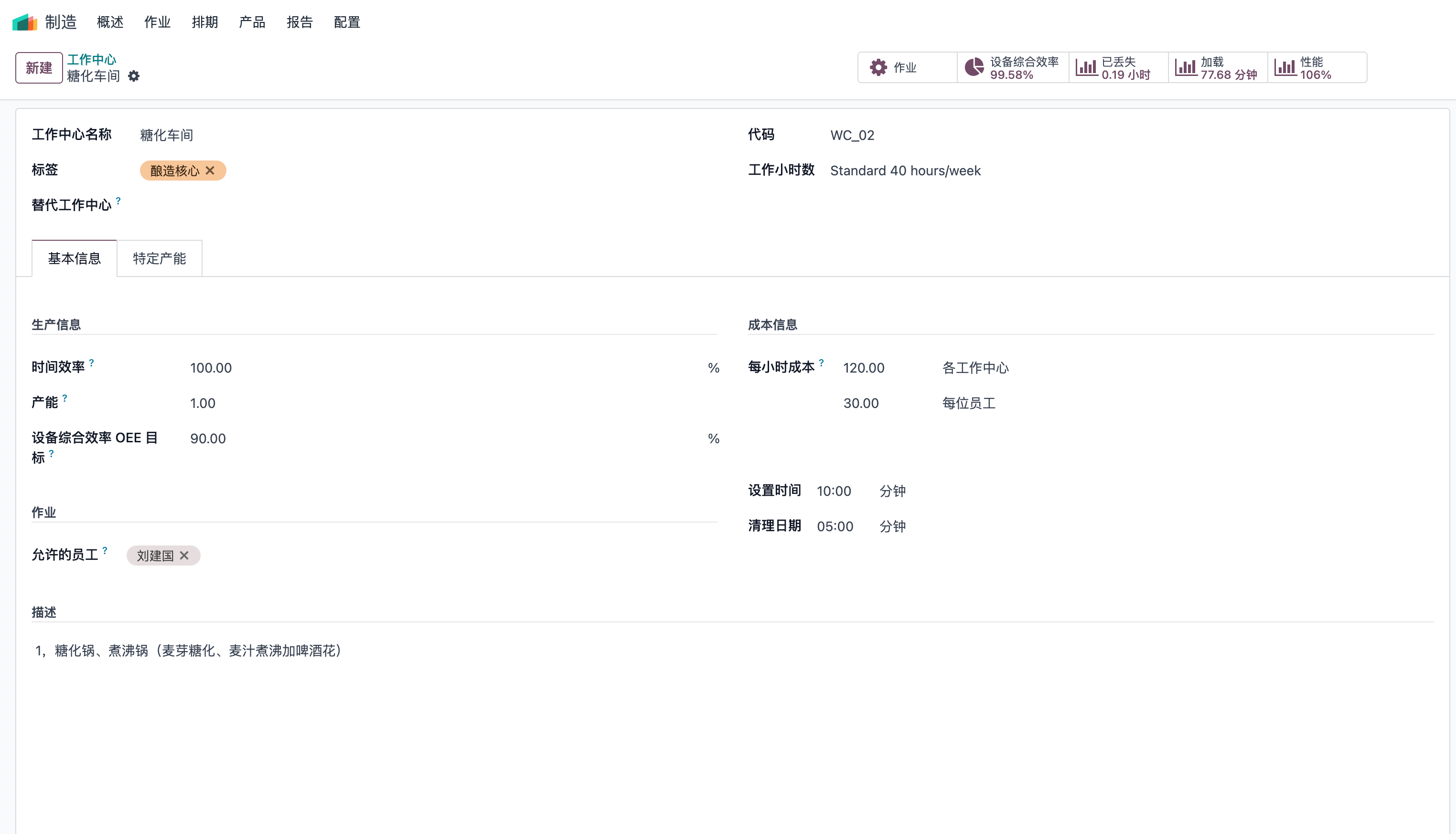 工作中心主要需要注意的有以下几点
工作中心主要需要注意的有以下几点
- 3.1 设置时间:这个时间指的是准备时间
- 3.2 清理时间:这个时间指的是清理时间
- 3.3 允许员工: 这里配置的是允许哪个员工操作生产车间,也就是车间员工,如果配置了,则工单的开始结束等指令的操作必须是这个人才能操作,否则无法操作。
- 3.4 产能:指工位一次能生产多少数量的产品,它的填写逻辑取决于你的生产模式是“单件流”还是“批量流”。特别要注意,作业时间是跟这个产能挂钩的,也就是说如果你的产能配置为1 ,则说明生产1个需要多长时间,如果你的产能配置为10,则说明生产10个需要多长时间。换句话说产能就是可以在改工作中心并行生产的产品数量,比如产能1,但需生产10个,则物料清单中列出来的作业时间应乘以10.但必须注意,生产前后时间只计算一次。
- 3.5 特定产能一般不填,这个是应对特殊产品的,比如这个产品很特殊,跟在此车间生产的其他产品有所不同,此时才需要配置。
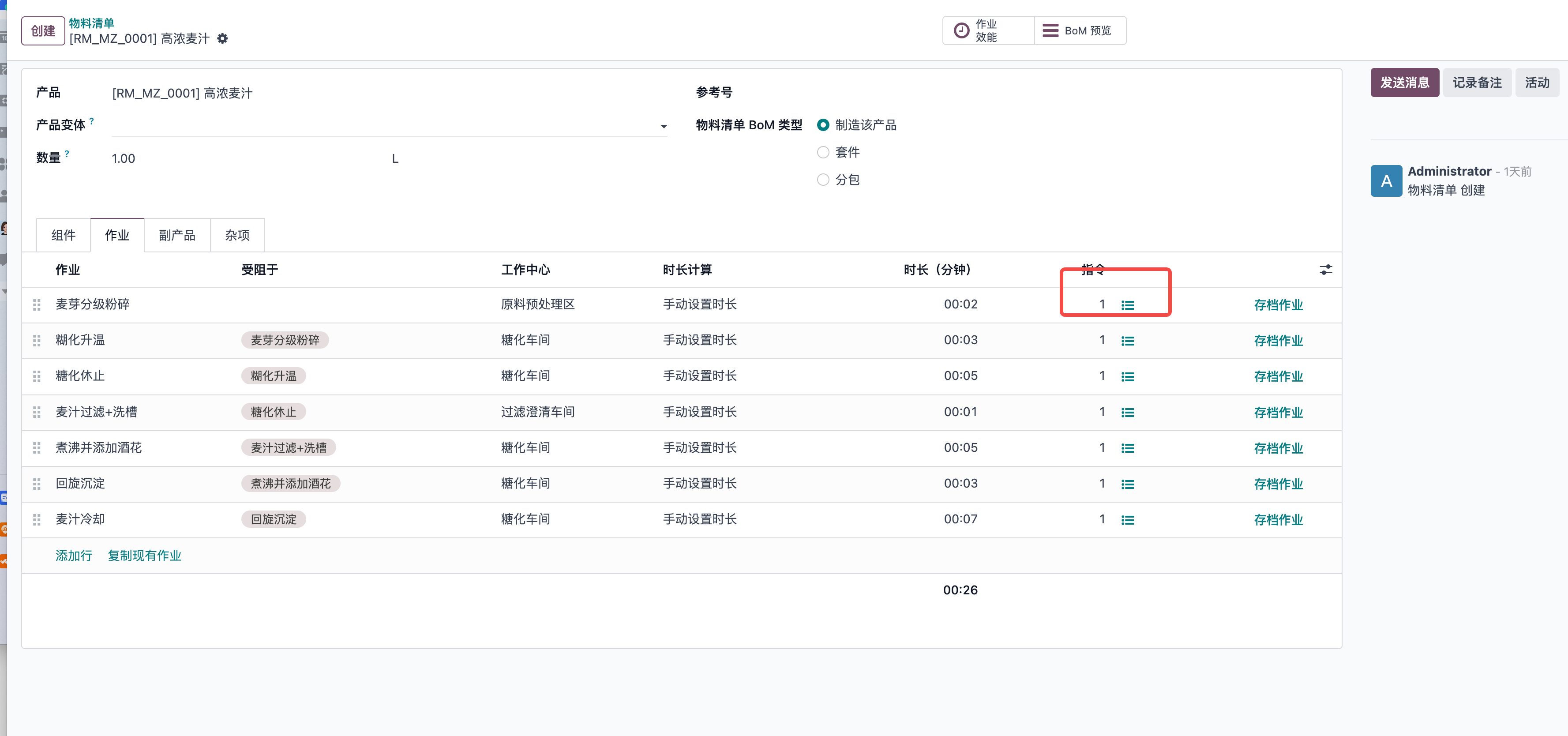
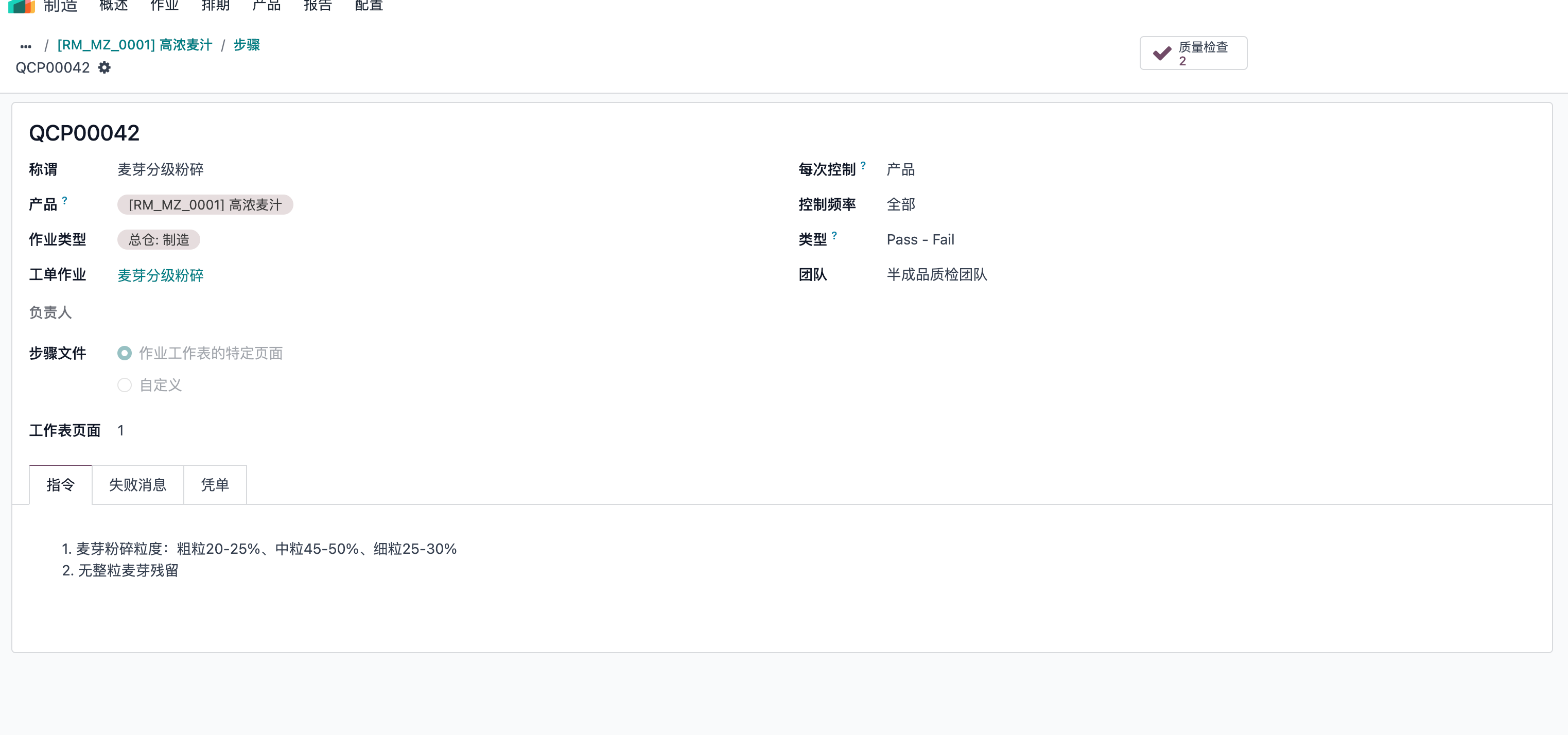
生产工单 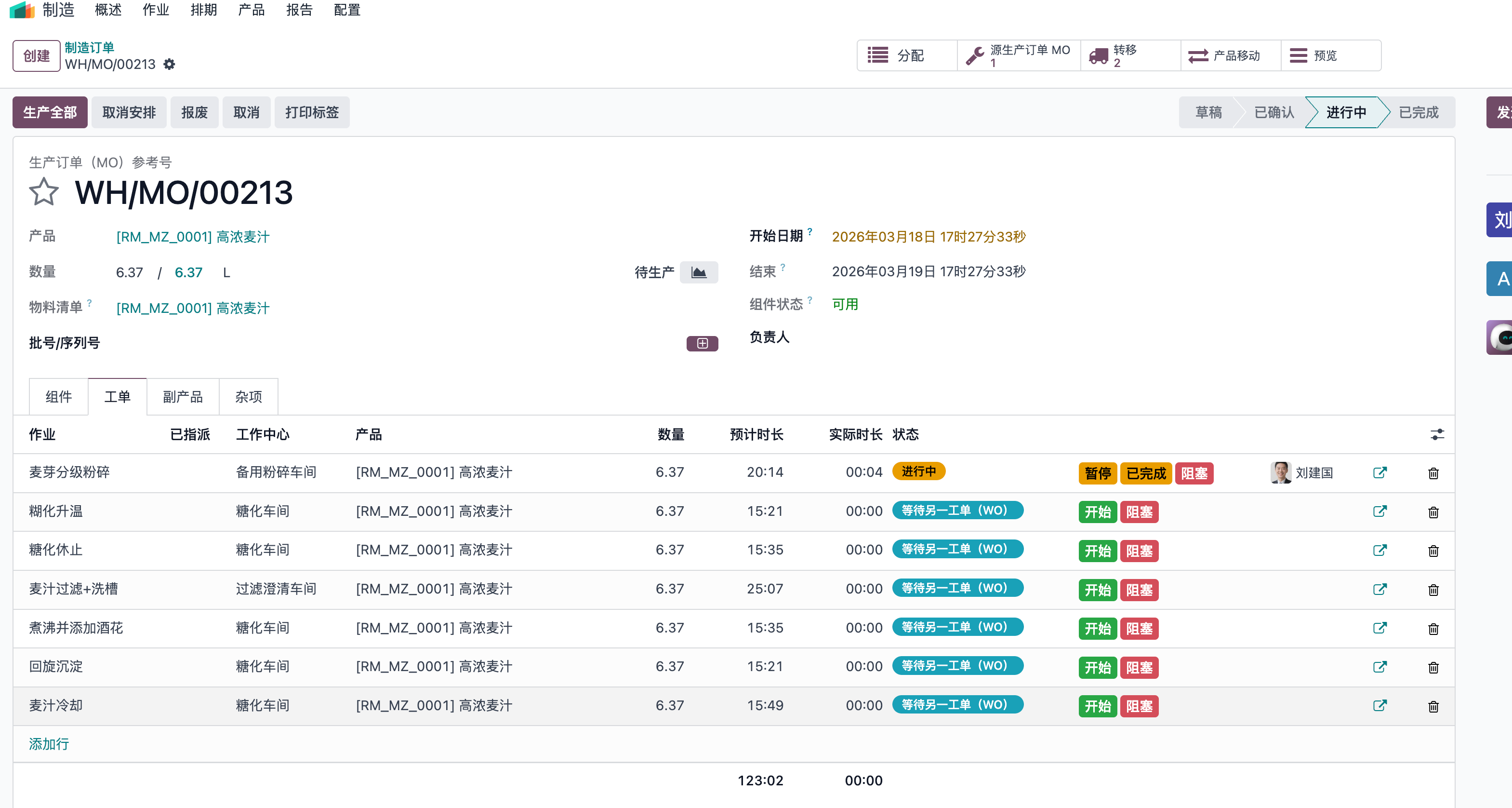
这里再说一下生产制造过程中的质检。生产制造过程中,质检是必不可少的,这个质检是在作业中绑定质检指令。